


Precisionsstansning stansskär
Shenzhen Xincheng Precision Technology Co., Ltd. är specialiserat på ultraprecisions-slow-wire EDM-bearbetning, mikroskala profilskärning, precisionsbearbetning av volframkarbid och tillverkning av precisionsformkomponenter. Företaget är utrustat med högprecisions långsamtrådiga EDM-maskiner – såsom Sodick AP250L och Seibu MM35HP – samt Keyence IM-seriens automatiska inspektionssystem. Detta gör det möjligt för oss att utföra mycket utmanande, ultraprecisionsmikrobearbetningsprojekt och förse dig med högkvalitativa precisionsstansskär.
Skicka förfrågan
Produktbeskrivning
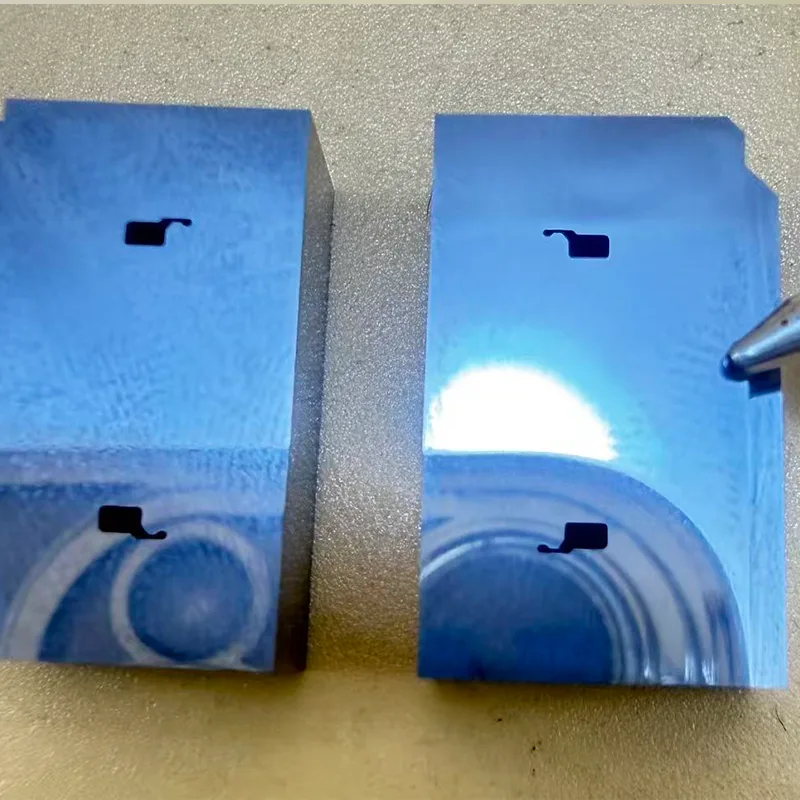
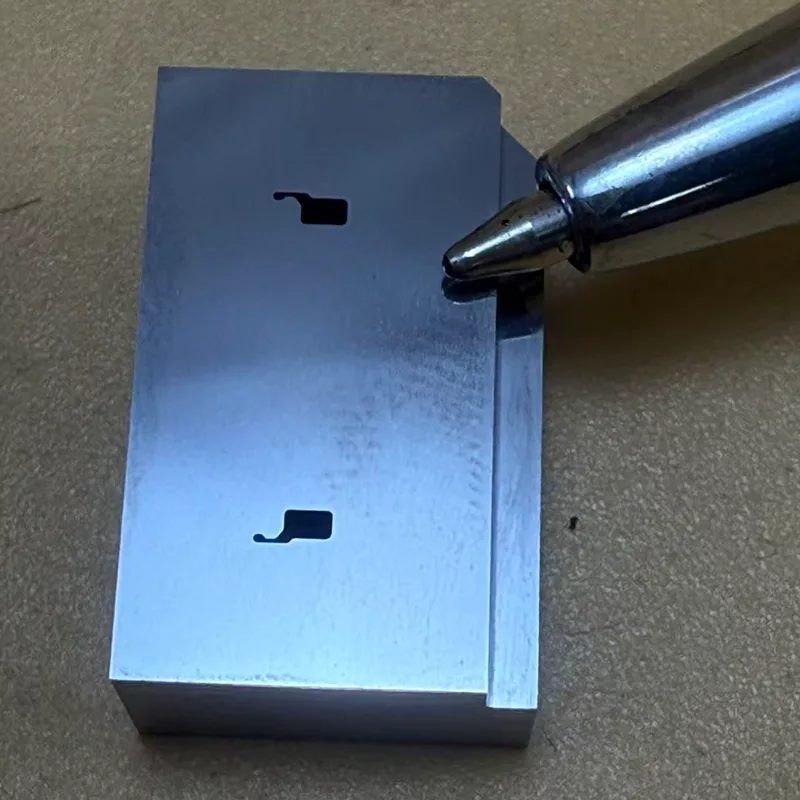
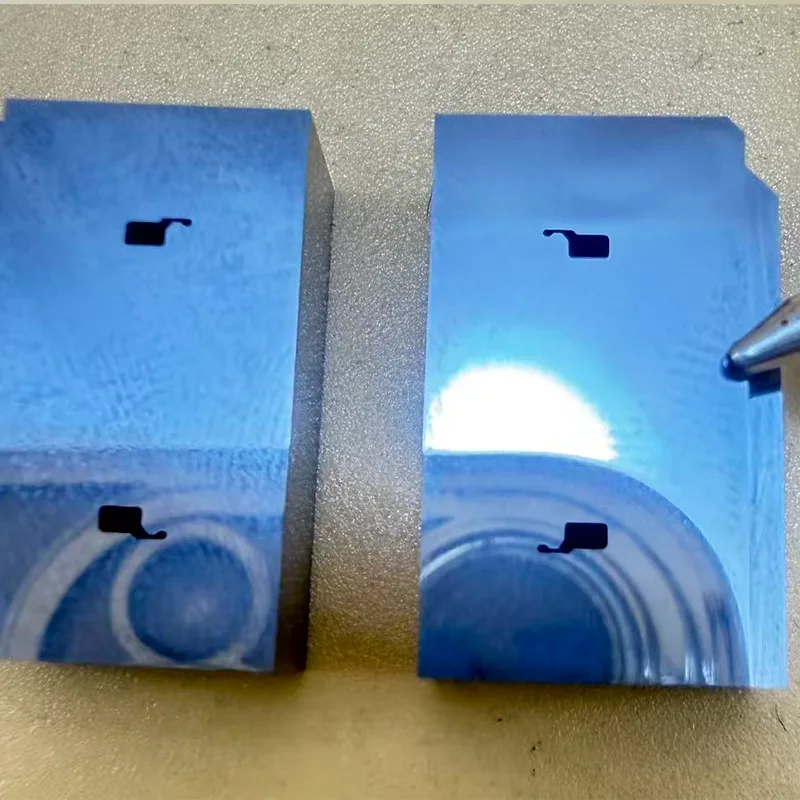
Den här fallstudien beskriver ett ultraprecisionsprojekt för EDM-bearbetning med långsam tråd för ett högkvalitativt precisionsstansskär. Skäret är tillverkat av KD20 hårdmetall (volframkarbid), med en materialhårdhet på HRA 90–92; den representerar ett typiskt exempel på en höghård, hög sprödhet och ultraprecisionsformkomponent. Produktens geometri innehåller invecklade mikroprofiler, raka skäreggar med noll avsmalning och komplexa precisionsavsmalnande strukturer. Dessa insatser används i stor utsträckning inom områdena kopplingsformar, IC- och halvledarformar, precisionshårdvara för nya energitillämpningar och avancerade elektroniska stämplingsformar.
Bearbetningsparametrar
|
Bearbetar objekt |
Parameterdetaljer |
|
Arbetsstyckets namn |
Precisionsstansning med skärkantsinsats |
|
Bearbetningsutrustning |
Sodick AP250L Wire EDM-maskin |
|
Diameter för elektrodtråd |
0,05 mm Ultrafin koppartråd |
|
Bearbetningsteknik |
1 grovskärning + 8 stycken finputsning |
|
Testutrustning |
Keyence IM-1220 Automatiskt bildmätningsinstrument |
|
Arbetsstyckets material |
KD20 Volframkarbidlegering |
|
Materialhårdhet |
HRA 90~92 (Cirka HRC 69~72) |
|
Dimensionell toleranskapacitet |
±0,001 mm |
|
Extern bearbetningsmetod |
Kombinerad solid skär- och slipprocess |
|
Rak bladstruktur |
2 mm höjd, 0° noll koniskt rakt blad |
|
Konisk skärande struktur |
0,5° helcirkel blank konisk skärning i nedre delen |
Kärnbearbetningsprocesskrav
Den externa profilen bearbetas med hjälp av en kombinerad skärnings- och slipstrategi för att säkerställa att referensdimensionerna fastställs exakt i en enda operation, vilket förbättrar den övergripande monteringsprecisionen och referenskonsistensen.
Den inre kaviteten har en enkelsidig bearbetningsmån på +0,005 mm. Genom flera efterbehandlingar närmar man sig dimensionerna gradvis för att minimera termiska effekter och dimensionell drift.
Den invändiga raka skäreggen, som är 2 mm hög, kontrolleras strikt för att bibehålla en 0° (noll) avsmalning, vilket säkerställer överlägsen stanskvalitet och skärande konsistens.
Den nedre delen av skäreggen har en avsmalning på 0,5° i hela omkretsen (avlastningsvinkel) för att förbättra stabiliteten för skrotutkastning under kontinuerliga stämplingsoperationer.
Varje arbetsstycke genomgår en fulldimensionell inspektion med hjälp av ett Keyence IM-1220 helautomatiskt bildmätningssystem, vilket skapar ett kontrollsystem med sluten slinga mellan bearbetning och inspektion.
AP250L + 0,05 mm tråd + 1 grovskuren / 8 finish-cut processkontroll
Bearbetningen utförs med ultrafin 0,05 mm koppartråd, vilket ställer extremt höga krav på utrustningens stabilitet, elektrisk urladdningskontroll och trådspänningskontroll.
Under bearbetningsprocessen används en strategi för att progressivt minska urladdningsenergin för varje efterbearbetningspassage. Detta innebär en grovkapning följt av åtta ytbehandlingar med ultralåg energi för att gradvis lindra den inre restspänningen i KD20 volframkarbidmaterialet. Flera efterbehandlingspass minskar effektivt tjockleken på det elektriska urladdningspåverkade lagret, förbättrar skäreggens strukturella integritet och förlänger bladets slitstyrka och livslängd.
Lågenergivägskompensationskontroll tillämpas på mikroskaliga områden för att minimera risken för överskärning i små hörn och termiska skador på fina strukturella detaljer.
Under långvariga bearbetningsoperationer prioriteras att bibehålla stabiliteten hos trådspänningen och enhetligheten hos den elektriska urladdningen för att minska riskerna för trådbrott, hörnflisning och dimensionell avdrift.
Efter åtta efterbehandlingar uppnår skäreggen en gradfri, kollapsfri och högpolerad spegelliknande finish.
Utmaningar vid bearbetning av mikrostrukturer
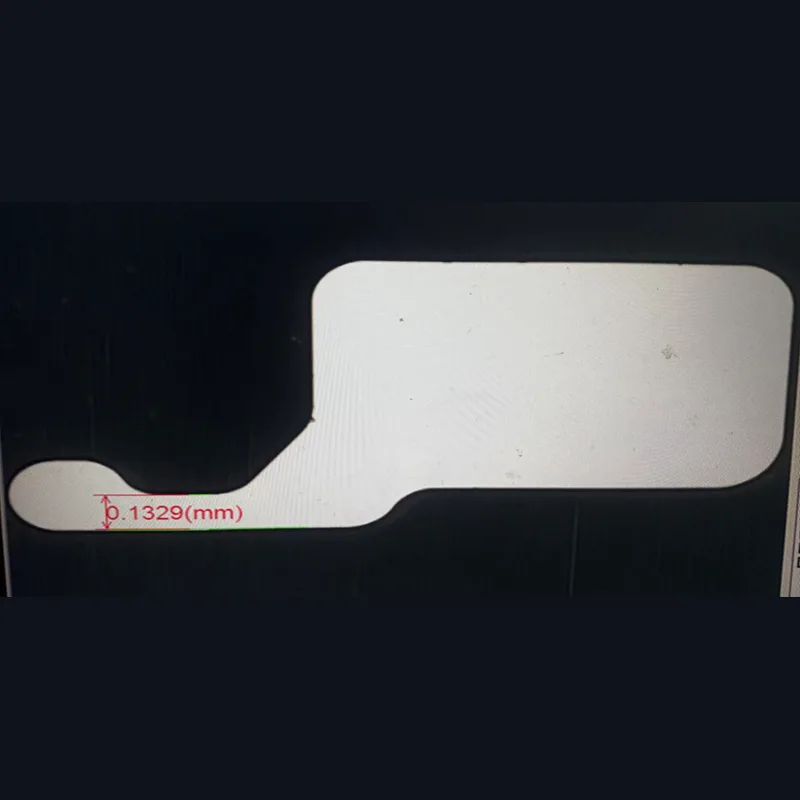
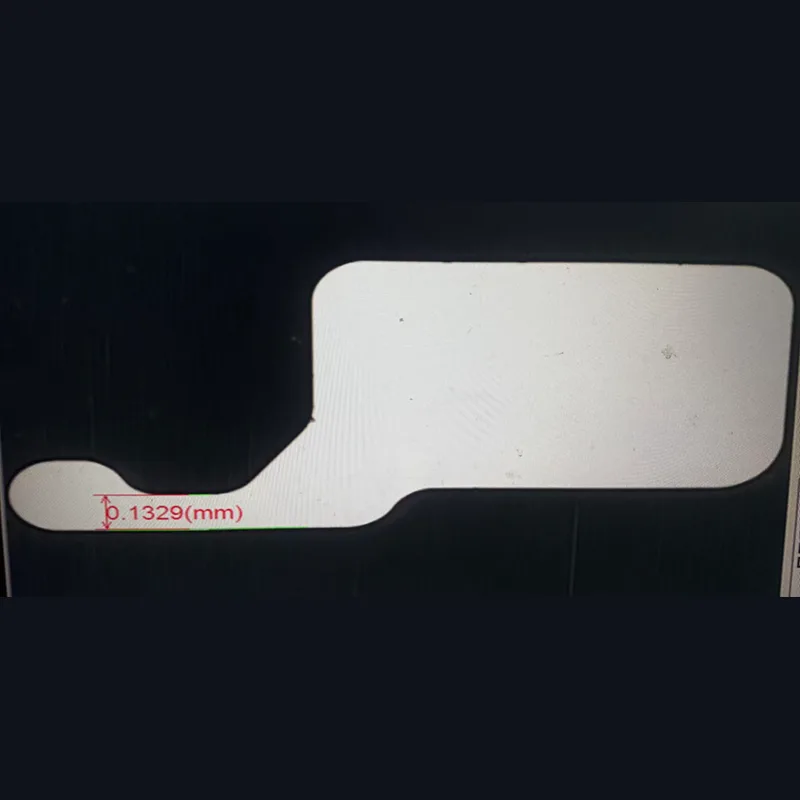
Precisionsstansningsskärinsatsen representerar ett typiskt exempel på en struktur med ultraprecision, mikroskala och komplex geometri. Arbetsstycket har ultrasmå inre hörn, mikrofina skäreggar, ultrasmala slitsar och komplexa avsmalnande skärgeometrier, med de finaste strukturella egenskaperna som mäter cirka 0,1329 mm. Tillverkat av KD20 volframkarbid – ett material som kännetecknas av hög hårdhet och inneboende sprödhet – ställer arbetsstycket extremt stränga krav på kontroll av urladdningsenergi, termisk stabilitet, vägkompensation och synkroniserad konskärningskontroll. Detta är särskilt kritiskt när man använder ultrafin 0,05 mm koppartråd, där även de minsta fluktuationer i trådspänningen kan äventyra skäreggens integritet och delens dimensionella stabilitet.
Kontrollerad bearbetningsmiljö med konstant temperatur
Under den ultraprecisions långsammatade trådklippta EDM-processen hålls verkstadsmiljön vid en konstant temperatur. Genom att strikt kontrollera omgivningstemperaturfluktuationer minimeras termiska expansionsfel och dimensionsavvikelser – som vanligtvis uppstår under långvariga bearbetningsoperationer – effektivt. Detta säkerställer konsekvent dimensionsstabilitet under de flera efterbearbetningspassagen, och uppfyller därmed kraven på ultraprecisionsbearbetning med en tolerans på ±0,001 mm.
Kvalitetskontroll och inspektion med IM-1220
Ett Keyence IM-1220 helautomatiskt bildmätningssystem används för att utföra automatiska skanningsinspektioner på mikronnivå, vilket effektivt eliminerar potentiella fel associerade med manuell mätning.
Viktiga inspektionsparametrar inkluderar: dimensionerna för inre och yttre konturer, enkelsidig bearbetningstillägg, vinkelrätheten på 2 mm skärkantssektionen, 0,5° konvinkel och skäreggens ytfinish.
Inspektionssystemet kan på ett tillförlitligt sätt lösa toleranser ner till ±0,001 mm och genererar automatiskt digitaliserade kvalitetsinspektionsrapporter.
Genom att använda feedback som härrör från inspektionsdata kan bearbetningsparametrar och kompensationsvärden optimeras ytterligare, och därigenom etablera ett styrsystem med sluten slinga som sömlöst integrerar bearbetnings- och inspektionsprocesserna.
Spjutspets kvalitetskontroll
Genom flera steg av precisionsfinishing med ultralåg energi förblir den slutliga skäreggen skarp, gradfri, fri från kantkollaps och fri från brännmärken. Samtidigt minimerar denna process effektivt risken för ackumulering av utsläppstextur och mikroskopiska kantsprickor, vilket förbättrar kvaliteten på det stansade tvärsnittet och förlänger den kontinuerliga livslängden för Precision Stamping Die Cutting Insert.
Tillämpliga fält
• Precisionsstämpeldynor
• Kontaktformar
• IC-halvledarformar
• Precisionsmedicinska komponenter
• Precision elektroniska stämplingsverktyg
• Precisionshårdvara för nya energitillämpningar
Hot Tags: Precisionsstansning stansskär, Kina, tillverkare, leverantör, fabrik
Relaterad kategori
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.





